


- Свойства ZX-530
- Исключительные качества ZX-530
- Сравнительная характеристика материала, преимущества ZX-530 по отношению к PTFE и керамике
- Химическая стойкость ZX-530
- Механическая обработка ZX-530
- Физиологическая пригодность ZX-530
ZX–530 — это развитие в новом направлении наших материалов, основной своей целью предназначенных для использования в агрессивных средах. Материал, обладающий свойствами, близкими к керамике и PTFE, но лишенный каких-либо недостатков этих материалов.
Свойства ZEDEX-530
Особенно хочется подчеркнуть следующие качества:
- ZX-530 имеет термостойкость до 240 °С и даже может кратковременно применяться до 260 °С.
- Химическая стойкость может сравниться с тем же фторопластом.
На сегодняшний день, существует только два растворителя, которые могут повредить композиционный синтетический материал при 200 °С. ZX-530 отличается высокой механической прочностью, антифрикционными способностями и высокой износостойкостью при работе всухую.
Также эти качества сохраняются при температуре до 250 °С, а также при химических реакциях. Благодаря сочетанию этих свойств, ZX-530 идеально подходит для подшипников скольжения, не требующих обслуживания, скользящих элементов и уплотнений.
На сегодняшний день, подшипники скольжения из ZX-530, благодаря своей высокой прочности и несущей нагрузке, являются единственными подшипниками скольжения из синтетического материала, которые при смазывании маслом достигают такой же работоспособности и точности, как и при металлических подшипниках скольжения.
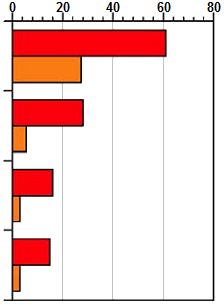
Исключительные качества ZEDEX-530
| Предел прочности при растяжении (Н/мм²) | |||||
|---|---|---|---|---|---|
 |
|||||
| Zedex-530 | |||||
| PTFE | |||||
| PTFE 25% GF | |||||
| PTFE 25% уголь | |||||
|
|||||
- крайне высокая механическая допустимая нагрузка
- высокая остаточная прочность при 200 °С: 45% (PTFE 20%)
- обрабатываемый литьем под давлением — поддающийся сварке
- высокая износоустойчивость
- отличный предел ползучести
- крайне низкий коэффициент трения (от 0,07до 0,20)
- работа всухую
- область применения от -100 до +240°С (кратковременно до 260°С)
- универсальная химическая стойкость(как при PTFE)
- высокая точность
- значительно легче по сравнению с подшипниками скольжения из бронзы
- низкие цены
Благодаря специфическим качествам материала, конструктивные элементы из ZX-530 будут заменять соответствующие детали из PTFE-компаунда, и добиваться применения, где конструктивные элементы из PTFE-компаунда не имеют достаточного срока службы. При помощи таблицы «Технические свойства ZX-530» можно легко установить, что детали из ZX-530 пo отношению к деталям из PTFE-компаунда достигают улучшения важных характеристик в 2-3 раза.
Сравнительная характеристика материала, преимущества ZEDEX-530 по отношению к PTFE и керамике
Zedex-530 (ZX-530) по отношению к PTFE:
- ZX-530 имеет более высокую механическую прочность при температуре до 250°С, чем PTFE.
- ZX-530 имеет более высокий предел ползучести при сжимающей нагрузке, чем PTFE.
- ZX-530 имеет более высокую износостойкость при трибологическом применении, чем PTFE.
- ZX-530 имеет более высокое допустимое pv-значение при работе всухую, чем PTFE.
- ZX-530 имеет более низкий коэффициент теплового расширения, чем PTFE и лучшее выдерживание заданной точности.
- Фасонные детали из ZX-530 могут быть изготовлены методом литья под давлением с меньшими затратами, чем из PTFE.
- Детали из ZX-530 могут быть изготовлены способом сварки с меньшими затратами, чем из PTFE.
ZX-530 по отношению к керамике:
- ZX-530 имеет более высокую ударную прочность и прочность на разрыв, чем керамика.
- ZX-530 в отличие от керамики, не чувствителен к кромочному давлению при механической нагрузке.
- ZX-530 в общем имеет лучшую устойчимость к химикалиям, чем керамика.
- ZX-530 значительно легче поддается обработке, чем керамика.
- ZX-530 может поставляться в виде разнообразных заготовок.
- ZX-530 стандартные детали значительно экономичнее, чем из PTFE или из керамики.
- ZX-530 легче монтируется, чем керамика.
Химическая стойкость ZEDEX-530
При использовании нижеследующей таблицы обратите внимание на то, что в каждом случае на коррозионный процесс влияет много факторов, как например концентрация, температура, и наличие загрязнения. Это руководство должно служить для распределения в определенную группу сырья по стойкости по отношению к химикатам, которые содержат обычные загрязнения и в обычных устройствах.
5 — Стойкий, не разъедается, не изменяется или незначительно изменяется вес(<1%) Изменение механических свойств меньше чем 10%
4 — Ограниченная стойкость, через определенное время значительное ослабление механических свойств (10%-50%), изменение веса 1%-5% кратковременное взаимодействие с химикатами, во многих случаях, считается допустимым
3 — Не стойкий, изменение веса> 5%/и/или снижение механических качеств больше чем на 50%
2 — Растворимый, материал растворяется или разлагается
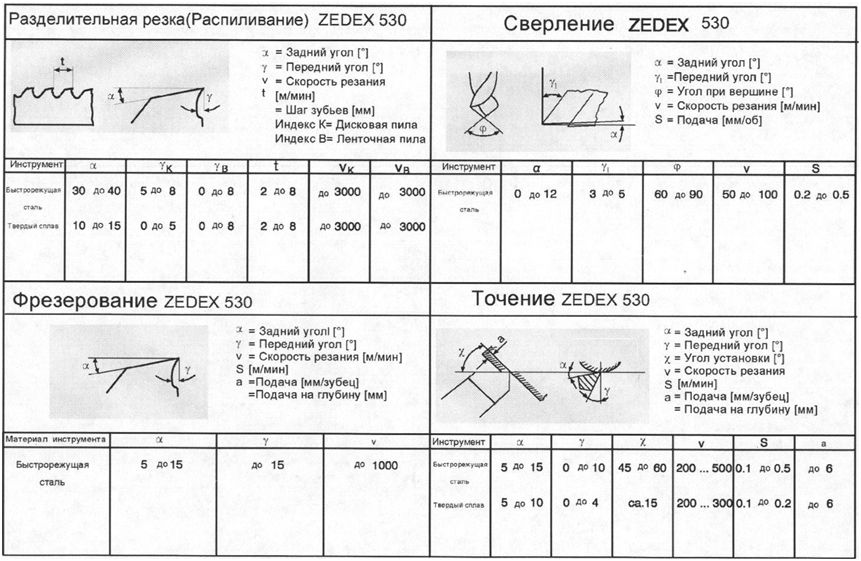
Механическая обработка ZEDEX-530
Общее:
Обработку ZX — 530 возможно производить: на токарных станках, фрезерных станках, на сверлильных станках, деревообрабатывающих станках, включая обработку вручную напильниками, шабрением, шлифованием, полированием. Обработка ZX — 530 не требует никаких специальных машин или особого оборудования.
Станки
Обработка ZX- 530 производится при незначительных силах резания. Поэтому для изготовления изделий из ZX — 530 требуются станки с меньшой мощностью привода, чем для обработки тех же самых изделий из металла.
Высокоскоростные станки, на которых обрабатывается легкий металл или древесина, могут использоваться и для обработки ZX — 530. Они позволяют работать на высокой скорости резания при небольшой подаче и при малом переднем угле, что требуются при обработке пластмассы, для предотвращения растрескивания (вырывов) материала и образования аккумуляций тепла. Если ZX — 530 чрезмерно нагревается при обработке, то это может привести к оплавлению или к прижогу деталей, или перекаливанию режущего инструмента.
Поэтому необходимо охлаждение детали при обработке. Наилучшим охлаждением является обдувка сжатым воздухом, также хороших результатов можно добиться применением охлаждающей жидкости.
Режущие инструменты:
Общим требованием к режущему инструменту для обработки пластмассы является: острота и большой передний угол. У инструментов, со слишком малым передним углом и недостаточно большим задним, стружка склонна к плавлению и к налипанию (застреванию) на детали. Для обработки ZX — 530 не подходит инструментальная сталь.
При использовании инструментов из БС (быстрорежущей стали) можно добиться высокой стойкости инструмента,но для массового производства изделий лучше применять инструменты из ТС (твердого сплава). Очень жесткий допуск при производстве больших серий можно достичь при помощи алмазного инструмента.
Контрольные цифры для выбора режущего инструмента:
Класс БС EV 4,EV 4 Со, Е Мо 5 V3 ТС сорта К 10 до К 40
Инструменты, которые использовались для обработки металла, необходимо заточить, перед использованием на пластмассе ZX — 530.
Зажим (Закрепление):
При зажиме (закреплении) обрабатываемой детали должен учитываться низкий модуль упругости ZX — 530, чтобы избежать деформации при слишком высоком давлении зажима.
Необходимо избегать длительного зажима, так как длительное воздействие давления зажима вызывает изменение размера и снижение давления зажима на изделие.
Точное соблюдение размеров:
Для изделий из пластмассы необходимо выбрать больший производственный допуск, чем для металлов. Так же нужно обратить внимание на то, что температурное воздействие больше.
Точные по размеру детали необходимо изготавливать из мало подающихся напряжению заготовок, эти детали должны проходить термообработку перед обработкой.
Если требуется неравномернный съем материала, мы рекомендуем грубую предварительную обработку изделия и 24-часовая выдержку перед окончательной обработкой.
Устранение напряжений:
При производстве пластмасс ZX-530 не всегда можно избежать возникновения внутренних напряжений.
При больших размерах такие остаточные внутренние напряжения при просверливании приводят к образованию трещин или дополнительным изменениям размеров. Чтобы избежать образования трещин при просверливании, возможно, будет необходимо в сложных случаях, нагревать изделие до 130 °С и просверливать и/или подготовить его пока оно нагрето.5. Механическая обработка ZX — 530.
Термообработка:
Термообработка ZX-530 должна происходить в печи с разогретым воздухом приблизительно до 180 °С. Скорость нагревания печи не должна превышать 140°С/ч. Время выдержки определяется по формуле:
Время выдержки [ч] = 3.874 — 0.03259 х sk + 0,00105 xsk2
sk = толщина стенки заготовки в мм
Скорость охлаждения печи не должна превышать 10 °С /ч
Распиливание:
При резке ленточной пилой скорость резания необходимо выбирать между 8 и 25 м/с, так как при малой скорости могут возникать неровные срезы.
В качестве обрабатываемого материала используется только металлическое ножовочное полотно или твердосплавный пильный диске достаточно большим шагом зубьев. Добиться чистой поверхности среза можно, если ножовочное полотно будет на несколько мм выступать над разделяемой плитой ZX-530 и процесс распиливания должен происходить плавно.
Резание:
Плиты из ZX — 530 можно резать на дисковых ножницах. Опиливание, рашпиль, шабрение:
Рашпиль с грубой насечкой хорошо подходит для опиливания. Однако, предпочтительны специальные напильники с очень похожей насечкой рашпиля. Они имеют отверстия в опиловочной пластине, что делает возможным удаление стружки с поверхности обрабатываемого изделия при опиливании. Вследствие этого, предотвращается замазывание поверхности.
Благодаря такой конструкции, достаточно встряхнуть, чтобы удалить стружки из напильника. Чтобы достичь гладкой поверхности изделий, которые обрабатывались напильником или рашпилем, используется острый шпатель. Этим инструментом так же можно удалить острые кромки детали. Чтобы предварительно подготовить свариваемый стык используется, так называемая, гладилка или цикля.
Скребки, которые используются для выравнивания угловых швов, должны иметь радиус минимум 2 мм, чтобы такого рода получившиеся скругленные переходы не стали причиной граничных напряжений.
Сверление:
Спиральные (винтовые) сверла подходят для сверления ZX — 530, согласно DIN (германскому промышленному стандарту) 1412, также как и при металлической обработке.
Чтобы избежать аккумуляции тепла при сверлении глубоких отверстий, сверло должно охлаждаться эмульсией или сжатым воздухом, который должен удаляться, так же как и стружка.
Двухперьевое сверло с соответствующей направляющей используется для отверстий свыше 30 мм. Цилиндрические фрезы используются только для тонких плат.
Глубокие отверстия более 50 мм, в диаметре, лучше всего обрабатывать на сверлильных станках со специальными сверлами и зенкерными инструментами фирмы RASMUC и сверлильной головкой Wohlhaupter.
Точные отверстия необходимо сверлить за два перехода, т.е просверлить предварительно, дать материалу
Фрезерование:
Чтоб избежать большой теплоты резания, которая возникает при фрезеровании ZX — 530, рекомендуется выбирать по возможности большее сечение резания. Этого можно достичь большой подачей, большой глубиной резания и незначительной скоростью резания.
Получающееся качество поверхности при фрезеровании ZX — 530 определяется, прежде всего, главной режущей кромкой. При обработке фрезой, на качество поверхности влияют геометрия режущей кромки и особенно подача.
Высочайшей производительности резания, в сочетании с высоким качеством поверхности, можно добиться посредством инструмента с одним лезвием. При фрезеровании инструментами, оснащенными несколькими лезвиями, в зависимости от числа лезвий, стружка может заклинивать следующие лезвия. Шестерни с высоким качеством зубьев, которого нельзя добиться при литье под давлением, получают червячной фрезой.
Точение:
При точении ZX — 530 нужно стремиться к высоким подачам и большим сечениям резания. Чтобы достичь высокого качества поверхности, лезвие должно быть как у чистового резака. Более того, нужно получать необходимый контур детали и качество поверхности за одну операцию.
При расточке внутренних отверстий возможно применение стандартных расточных резцов, необходимо только обращать внимание на удаление стружки. Поэтому для расточки внутренних отверстий, при обработке которых необходимо добиться высокого качества обрабатываемой поверхности, предпочтительны специальные сверла с углом подъема винтовой линии 15°.
Строгание:
Для строгания ZX — 530 можно использовать как деревообрабатывающие станки, так и металлообрабатывающие, строгальные станки.
Нарезание резьбы:
Отверстия под резьбу для резьбы до М8 должны быть примерно на 0.1 мм в диаметре и отверстия под резьбу для резьбы от М10 должны быть примерно на 0,2 мм в диаметре, больше, чем при обычной металлообработке. Нарезание резьбы плашками возможно без проблем. Для получения резьбовых отверстий могут использоваться обычные метчики, которые используются для металлообработки.
Шлифование, полирование:
В общем, ZX — 530 можно шлифовать и полировать, необходимо обратить внимание на факт, что слишком высокое контактное давление может стать причиной слишком высокой температуры от трения на поверхности. Для шлифования необходимо использовать обычные абразивные ленты и шлифовальные круги, по возможности, с крупным зерном. Желательно, применение охлаждающей жидкости для шлифовального круга, для того, чтобы круг охлаждался и его поры не забивались частицами пластмассы. В любом случае используются крупнозернистые шлифовальные круги.
Накатывание рифлений:
На материале ZX-530 можно накатывать рифления. Можно использовать как радиальные, так и осевые, одинарные и двойные ролики, в качестве инструмента для канатки.
Физиологическая пригодность ZEDEX-530
Композиционный синтетический материал ZX-530 физиологически пригоден при контакте с пищевыми продуктами.
При производстве этого продукта применялись мономеры, которые указаны в директивах 90128EWG, 92/39/EWG, 93/9/EWG, 95/3/EG, 96/11/EG, 99/91/EG, в германском журнале 1227 или под новой редакцией немецкого постановления о предметах первой необходимости от 23.12.1997. Ограничение существует для: 1,4-дихлорбензола SML= 12мг/кг
ZX-530 не превышает значений ПДК.
Вышеуказанные ограничения и общая миграция действительны только для гранулята и измерены в готовых деталях.
Продукт изготовляется без добавок азокрасителей и удовлетворяют требованиям CONEG-законодательства (общее содержание к тяжелым металлам( свинец, ртуть, кадмий, хром VI, 100 ррм).







